Двигатель
Снятие двигателя
Разборка и ремонт двигателя
Сборка двигателя
Головка блока (снятие)
Ремонт ГБЦ
Зубчатый ремень
Распред. валы
Поддон картера двигателя
Система смазки
Замена масляного насоса
Ремонт масляного насоса
Шатунно-поршневая группа
Коленчатый вал
Блок цилиндров
Установка поршней в БЦ
Система охлаждения
Замена охлаждающей жидкости
Водяной насос
Вентилятор радиатора
Радиатор
Датчик температуры охлаждающей жидкости
Термостат
Система питания
Система впрыска Simens
Снятие давления в системе впрыска
Элементы топливной системы
Топливный бак
Топливный насос и датчик топлива
Топливный коллектор и форсунки
Дроссельный узел
Воздушный фильтр
Снижение токсичности ОГ
Ремонт системы снижения токсичности ОГ
Выхлопная система
Разборка выхлопной системы
Каталитический нейтрализатор
Зажигание
Катушки зажигания
Датчик детонации
|
Блок цилиндров
| Предполагается, что блок снят с автомобиля, с него демонтированы все наружные элементы и электрические приборы (датчики, выключатели). |
| – удалите с блока остатки старых прокладок и герметика; |
| – удалите технологические заглушки, для чего просверлите в заглушке маленькое отверстие, вверните в него самонарезающий болт и извлеките заглушку, потянув за головку болта; |
| – промывайте все внутренние каналы теплой водой до тех пор, пока вытекающая вода не станет чистой. Высушите блок и смажьте его тонким слоем масла; |
| – установите новые заглушки технологических отверстий, используя для этого герметик. |
Проверка
| – убедитесь в отсутствии трещин и коррозии. Проверьте, нет ли сорванной резьбы в резьбовых отверстиях. При необходимости очистите и восстановите резьбовые элементы метчиками требуемого размера; |
| – осмотрите поверхность зеркала цилиндров двигателя на наличие задиров. Имейте в виду: если повреждение находится на ранней стадии, то можно восстановить блок путем расточки цилиндра; |
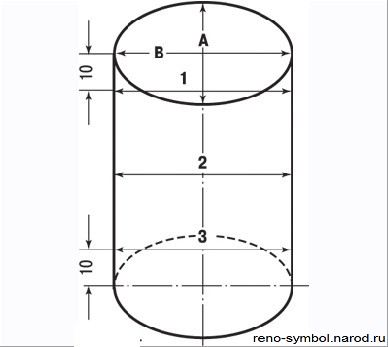
| – с помощью нутромера выполните три измерения в одной плоскости с осью коленчатого вала: в верхней части зеркала цилиндра приблизительно на 10 мм ниже гребня износа, в средней части цилиндра и еще одно – в точке, расположенной приблизительно на 10 мм выше нижней кромки зеркала цилиндра (Рисунок 3.76). Затем поверните нутромер на 90°, чтобы он располагался перпендикулярно к плоскости, проходящей через ось коленчатого вала, и повторите измерения. Сравните все шесть полученных значений с приведенными в табл. 3.4. Если различие в диаметре между любыми двумя цилиндрами превышает предел износа или если диаметр любого цилиндра превышает максимально допустимый, проведите расточку блока цилиндров; |
| – сопоставьте с проведенными замерами ранее выполненные измерения поршней и сделайте вывод о необходимости расточки блока или замены поршней. Если цилиндры и поршни находятся в удовлетворительном состоянии и их размеры не выходят за установленные границы, можно ограничиться заменой поршневых колец; |
|
|
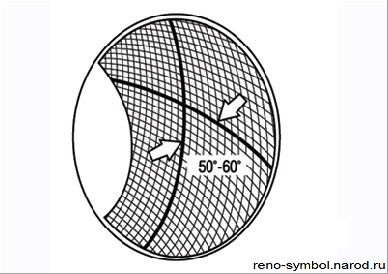
| Рисунок 3.77. Рисунок на зеркале цилиндра после хонингования |
|
|
| – для лучшей приработки колец рекомендуется отхонинговать цилиндры. Эта обработка выполняется абразивным инструментом, который при своем движении образует на поверхности зеркала цилиндра «штриховку» (Рисунок 3.77). Несмотря на то что считается, что эту работу может выполнить и непрофессионал, настоятельно рекомендуем провести ее на станции технического обслуживания, располагающей необходимым оборудованием; |
| – если по каким-либо причинам сборка двигателя откладывается, обработайте блок моторным маслом, чтобы предотвратить образование ржавчины. Хранить его следует в сухом месте, защитив от попадания пыли и грязи; |
| – как описано для головки блока цилиндров, проведите проверку поверхности блока, сопрягаемую с головкой блока цилиндров в двух направлениях. Изготовитель не указывает максимально допустимое значение, но в качестве ориентировочного можно принять неплоскостность не более 0,05 мм. |
|